

锋速达通风降温系统
电 话:0579-81328720>
传 真:0579-81328720
联系人
售前咨询:13388660553
技术指导:18858318765
售后服务:15068216608
地址:上海 金华 嘉兴 襄阳
浙江车间通风_肯纳金属:最全面的风机加工刀具方案分析电站风机
当前,风电制造领域对加工速度、精度和生产效率的提高具有新的要求,肯纳金属借2009年7月8日举办的风能展介绍了其数十年来在风能领域的制造经验、工程设计能力、领先技术和定制解决方案,事实上,肯纳一直是风力涡轮发电机制造业的最佳供应商之一。
风能塔架
加工塔筒部件时,需要制造高质量的焊接倒角,以便为部件留出足够的空间,而又能完好地连接。此外,生产能力的制约需要显着降低手工操作和常规流程的时间。肯纳的KSEM和KSEMPLUS模块化钻头将成为部件制造的新标准:包括塔架、偏航轴承、轮毂、轴承箱和底座。KSEM与其他刀具相比,金属切除率翻倍。在不到30s的时间内,能够在42CrMo4钢上钻出直径39mm,深175mm的孔。使用KSEM和KSEMPLUS,每年机床生产时间将增加数百小时。
转子轮毂
使用传统刀具进行加工,巨大的铸铁轮毂将消耗超过20h的加工时间。如果采用肯纳的高效刀具解决方案,能够在多种应用获得最大的灵活性,确保最短的切削时间,无需更换刀具。采用螺旋插补对平面和孔进行粗铣时,肯纳的铣刀和刀片提供了极高的进给,可达6~12m/min。缩短加工时间大大有利于产能的提高,以及成本的降低。
另外对于转子轮毂,肯纳的先进技术能够应用于多种零件:包括球墨和灰铸铁机架、齿轮箱、行星轮和底座。例如肯纳KSEM、KSEMPLUS、HTS钻头和HSS丝锥可以应用于转子轮毂,以获得最高的效率。
转子叶片
叶片是风机上引人注目的巨大零件,尺寸范围13~60m,除了材料处理控制之外,叶片需要5~6h的加工时间,其中包括转换设备的2h。肯纳在航天航空高速加工领域的丰富经验,已经开发了专门用于风能复合材料涡轮叶片的钻头。肯纳DFT.和DFS,大型屋顶风机.钻头配备了多晶体金刚石刀片,能够获得高速切削和更长的刀具寿命。
来源:全球五金网
中国风机产业网 目前国内发电站使用风机主要有火力、风力、核电站三大类型,其防腐要求随不同类型电站而各不相同。火力发电站,不管是以重油还是用煤作燃料,在运作过程中都会释放大量腐蚀性气体,如硫的氧化物等。这些气体与空气中的水汽或雨水相结合就形成酸性溶液,当这种溶液粘附在风机表面时,使其经常处于化学腐蚀状态下。另外煤粉在风机表面堆积,因煤粉中碳的电极电位相对铁较高,会引起电化学腐蚀,更加速风机的腐蚀,负压风机。
火力发电风机的防腐涂装基于风机的腐蚀环境和长期使用要求,应列为重防腐蚀涂装。风机防腐涂装,一般分为底漆、中间漆和面漆。底漆的主要功能是防锈,增强与金属表面和中间漆之间的附着力;中间漆的主要功能是增强漆膜厚度和漆层体质;而面漆除获得装饰性外观以外,还有更为多方面的功能要求。
近年来,为适应重防腐蚀涂装的需要,已有底面合一厚浆涂料出现,采用高压无气喷涂技术,一次可以喷涂几百微米厚的漆膜。针对火力电站风机的防腐涂装,经过多年来的实践,我厂已逐步形成了一些适用于电站风机长效防腐涂装的涂料配套体系。遵照国家对环保要求规定,新建电厂安装废气脱硫装置是必然趋势。现常用的一种脱硫装置就是用碳吸收废气中的二氧化硫或三氧化硫,工厂车间通风降温。因此脱硫风机所用涂料要耐碱。
在各种因素中表面前处理的好坏对防腐涂层的有效性是最主要的,必须充分重视。某厂采用喷抛丸机械除锈方法,并对磨料进行选择、试验。磨料颗粒过小,会影响表面除锈等级及效率。过大则造成抛丸喷射密度减小,还会造成较大凹坑。抛丸的喷射是使钢材表面变得粗糙,增加表面积,有利于提高漆膜的附着力,增进表面活化状态,但若粗糙度过大,会消耗过多的涂料,而且可能使涂层下面截留气泡或产生没有复盖涂层的波峰,这就会引起漆膜的破坏和使漆膜的防腐性变差。
根据某厂生产经验,电站风机钢材表面粗糙度值为40一70。当涂层的厚度为200左右时,是符合国外资料介绍的约为粗糙度最大值3倍的规定。为了能使工件的表面处理能达到较理想的除锈质量和获得适度的粗糙度。采用钢丸和棱角砂混合磨料对工件进行喷抛射。根据资料介绍,圆形的颗粒,在喷射时主要起敲击作用,而棱角形颗粒磨料主要是起切削作用,能使底材与漆膜起咬合作用,使涂层对底材有更强的附着力。经过多次反复试验,选择了最佳混合比的喷抛磨料。
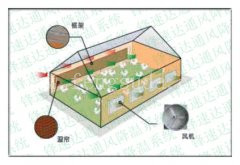
锋速达负压风机-大北农集团巨农种猪示范基地风机设备水帘设备供应商!台湾九龙湾负压风机配件供应商! 主要产品猪舍通风降温,猪棚通风降温,猪场通风降温,猪舍风机,养殖地沟风机,猪舍地沟风机,猪舍多少台风机,厂房多少台风机,车间多少台风机,猪舍什么风机好,厂房什么风机好,车间什么风机好,多少平方水帘,多大的风机,哪个型号的风机 相关的主题文章: