产品列表
工程案例展示







联系我们
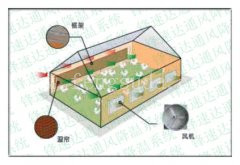
锋速达通风降温系统
电 话:0579-81328720>
传 真:0579-81328720
联系人
售前咨询:13388660553
技术指导:18858318765
售后服务:15068216608
地址:上海 金华 嘉兴 襄阳
风机选型与安装
工厂降温设备_国内首家电网友好型风电场建成 实现风电可控针对不
国内首家“电网友好型”风电场日前在大唐新能源赤峰公司东山风电场建成,真正实现了风电场风力发电在控可控,使风电更加便捷地纳入电网统筹管理、科学调度。这是大唐新能源公司、东北电网公司、中国电科院以及生产厂商等多家单位共同研究开发取得的成果。
离心风机是电厂的主要辅助设备之一,其耗电量约占电厂发电量的1.5%~3.0%,由于锅炉排放的烟气或制粉系统气流中含有一定数量的尘粒,因而普遍存在引风机、排粉机磨损问题。其他还有很多场合,使风机运行在含有固体颗粒的环境中。固体颗粒随着气流进入叶轮,会引起磨损、沉积等问题,进而影响机械性能,缩短寿命,甚至引发重大事故。因此,这类叶轮机械的磨损核沉积是工程界亟待解决的问题。
据有关部门统计,1990~1992年,我国100MW及以上机组中,因电站风机故障造成的非计划停运和非计划降低出力造成的电量损失,在机组各类部件中,按等效非计划停运小时占机组总等效非计划停运小时的百分比大小排列的顺序、大小及平均年损失电量分别是:1990年:(1)200MW机组(统计台数101台)锅炉送风机和引风机分别排列第6位和第7位,分别占总等效停运小时的5.09%和4.94%;平均每台损失电量8032.89MW·h和7794.61MW·h,屋顶排风机;(2)300MW机组(统计台数25台)的锅炉引风机排列第5位,占总等效停运小时的4.17%,平均每台年损失电量8948.6MW·h;(3)600MW机组(统计台数2台)锅炉引风机排列第10位,占总等效停运小时的3.17%,平均每台损失电量为35052MW·h。1991年和1992年统计的数据与此类似。由这些统计数据可见,我国大容量电站风机故障所造成的电量损失是很大的。通过对这些风机故障的分析研究表明,其中50%以上都是由于风机的磨损而造成的。
?磨损机理
?磨损现象包含着许多复杂因素,它往往是多重机理综合作用的结果。尘粒进入叶轮后与壁面相互作用,在离心流道的进口区域和整个轴向流道内,尘粒基本上是在气流的夹带及自身惯性的综合作用下,以非零攻角在碰撞壁面,然后又反弹进入流道内,这样引起的壁面材料磨损是典型的冲蚀磨损。而在离心流道的出口区域内,尘粒在流道内运动了较长的一段距离,大部分和壁面发生过多次碰撞,基本上沿着压力表面滑动或滚动,并对着壁面有一定的压力作用,这样造成的背面材料的磨损属于擦伤式尘粒磨损,尘粒在压力面附近区域的集中更加剧了尘粒磨损的危害程度。?
凸凹不平的接触表面,因相对运动下的锉削效应或界面间分散的固体颗粒的研磨作用所导致的磨损。它对叶轮磨损的程度影响最大。在风机中固体颗粒以一定的速度与零件表面作相对运动就会引起磨粒磨损。?
研究表明,在其它条件相同时,即使提高加工表面的加工精度等级和洁净度,使彼此贴合更好,但其磨损并不降低,反而因界面贴近,分子吸附作用显著,加重了界面的磨损,称此为吸附磨损。
防磨措施
针对不同的磨损形式,可以将防磨措施分为以下几种。
对叶片表面进行处理,玻璃钢屋顶风机?
对叶片表面可以进行渗碳、等离子堆焊、喷涂硬质合金、粘贴陶瓷片处理。这些方法的共同优点是增加了叶片表面的硬度,从而在一定程度上提高了叶片的耐磨性,但各种方法均存在各自的缺点。渗碳工艺难度大,实际渗碳时,渗碳层的部位和厚度要由叶片厚度和磨损情况以及渗碳工艺决定;堆焊时叶片变形大,而且反复焊接会导致叶面产生裂缝,易产生事故;喷涂时涂层的厚度很难确定好;粘贴陶瓷片的效果比较好,但价格高。?
表面喷涂耐磨涂层?
这种方法操作简单,成本低,但涂层磨损快,一次大约使用3~5个月。?
改进叶片结构?
共有将叶片工作面加工成锯齿状、变中空叶片为实心叶片、叶片加焊防磨块等方法,这些都可以在一定程度上降低叶轮的磨损。?
前置防磨叶栅?
在最易磨损处安装防磨叶栅后,可以阻止粒子向后盘及叶根处流动,从而将粒子的集中磨损转化为均匀磨损,提高了叶轮的耐磨性,延长了风机的使用寿命。?
改善气动设计?
合理选用风机进风口形状,设计时应保证叶轮最小入口相对速度,尽量降低通风机的转数,选择适当的叶轮流道形状,使叶片进口到出口的弧度的曲率半径由小渐大,这样能减少固体颗粒与叶片的撞击机会。
使用高效除尘装置?
使风机在净化的气流中,以降低磨损。??
虽然目前风机防磨方法很多,但大多数是局部的和被动的,一种既经济又切实可行的防磨方法亟待提出。从气动设计的角度出发,通过改变粒子轨迹,从根本上降低磨损是风机防磨措施的发展方向。?
日前,上海电气集团与华能集团公司在北京签订了150台2MW、共计30万千瓦的风电机组采购框架协议。这是国内最大发电企业与国内优秀风电设备制造企业之间的强强合作,对促进我国新兴战略性能源发展、提升风电装备制造业水平具有重要意义。根据协议,上海电气集团风电公司将为华能集团在蒙西地区的风电项目提供150台2MW风电机组。至此,风电公司迄今已累计承接2MW风电机组订单600台,制造完成100多台,安装完成80台,形成了耐低温、抗台风、防盐雾产品系列。
磨粉机主要应用于冶金、建材、化工、矿山等领域内矿产品物料的粉磨加工,随着工业的发展,对原料的要求也越来越高,球磨机在某些情况下已经不能满足需求,因此,磨粉机的市场会越来越广阔。本文主要介绍磨粉机的日常使用过程中需要注意的事项,保证机器的稳定运行,避免给企业造成损失。
1、磨粉机的传动部分主要用滚动轴承,因此必须在良好的润滑条件下运行,否则会损坏轴承,缩短使用寿命。
保养方法如下:主轴加油时间每班一次,但必须注意,发现油杯内的油没有损耗或损耗太慢时,应立即清洗油道,再加50#机械油,油杯位置在主轴上端,主轴底座轴承、磨辊轴轴承每一班用黄油枪加注3#锂基润滑脂一次,分析器轴承每六个月拆开清洗一次,加足3#锂基润滑脂,风机轴承室加锂基润滑脂。
2、严禁金属块进入机内,否则会损坏磨辊及磨环,甚至中心吊架等。
3、加料应均匀,不可忽多忽少。加料过多会将风道堵死,降低产量,易烧坏电机,加料过少也会养活产量。进料粒度:硬料在直径小于15毫米时为宜,软料直径可为20毫米,严禁大块物料加入机内,湿帘风机。
4、风量调节,位于风机进气管上的风量控制阀,一般开到最大位置,根据细度、产量要求适当调整。位于废气出口排气管上的调节阀,调到进料口处无粉尘喷出即可。风量小、细度高。但应注意,风量过小,主机下方的风道内易沉淀物料,请适当调整。
5、细度调节,根据物料的大小、软硬、含水量、比重不同,加工的粗细度也不同,可调节上方的分析器,转速高、细度高,转速低、细度低。提高细度,产量会相应降低,如果还达不到要求时应调试风机转速,用户可灵活掌握。
6、磨辊磨环的报废极限,剩余最小壁厚不得小于10mm。
7、停车时,先停止进料,主机仍继续盍,使残留的磨料继续进行碾磨,约一分钟后,可关闭主机电动机和分析器电机,停止碾磨工作,其后再停止风机电动机,以便吹净残留的粉末
以上几点是郑州鑫海机械根据磨粉机用户反馈信息,总结得来,在实际生产过程中会出现不同的问题,建议用户向厂家或者专业的技术人员咨询。
锋速达负压风机-大北农集团巨农种猪示范基地风机设备水帘设备供应商!台湾九龙湾负压风机配件供应商! 主要产品猪舍通风降温,猪棚通风降温,猪场通风降温,猪舍风机,养殖地沟风机,猪舍地沟风机,猪舍多少台风机,厂房多少台风机,车间多少台风机,猪舍什么风机好,厂房什么风机好,车间什么风机好,多少平方水帘,多大的风机,哪个型号的风机 相关的主题文章:
据大唐(赤峰)新能源有限公司总经理桑海洋介绍,由于风电本身固有的间歇性和波动性的特点,风电接纳和系统稳定问题成为风电行业能否可持续发展的重要课题。特别是随着风电规模的日益扩大及占电网装机比重的增加,风电接纳和对系统稳定运行的影响将越来越突出。
大唐新能源赤峰公司东山风电场提出优化风机性能,先后完成了风功率预测系统、风电场实时信息上传等工作,满足了国家电网制定的《风电场接入电网技术规定》中的各项指标,并通过了专家组的验收,成为国内首家完全符合并网技术要求的“电网友好型”风电场。
据了解,目前我国风电装机容量已接近4000万千瓦,“电网友好型”风电场的建设能最大限度地提高系统安全运行的稳定性和电网对风电的接纳能力,实现风电的可控、在控。随着能源安全及环境保护问题的日益严峻,也将成为提高电网对风电的接纳能力和提升电网安全稳定运行水平的重要典范。
离心风机是电厂的主要辅助设备之一,其耗电量约占电厂发电量的1.5%~3.0%,由于锅炉排放的烟气或制粉系统气流中含有一定数量的尘粒,因而普遍存在引风机、排粉机磨损问题。其他还有很多场合,使风机运行在含有固体颗粒的环境中。固体颗粒随着气流进入叶轮,会引起磨损、沉积等问题,进而影响机械性能,缩短寿命,甚至引发重大事故。因此,这类叶轮机械的磨损核沉积是工程界亟待解决的问题。
据有关部门统计,1990~1992年,我国100MW及以上机组中,因电站风机故障造成的非计划停运和非计划降低出力造成的电量损失,在机组各类部件中,按等效非计划停运小时占机组总等效非计划停运小时的百分比大小排列的顺序、大小及平均年损失电量分别是:1990年:(1)200MW机组(统计台数101台)锅炉送风机和引风机分别排列第6位和第7位,分别占总等效停运小时的5.09%和4.94%;平均每台损失电量8032.89MW·h和7794.61MW·h,屋顶排风机;(2)300MW机组(统计台数25台)的锅炉引风机排列第5位,占总等效停运小时的4.17%,平均每台年损失电量8948.6MW·h;(3)600MW机组(统计台数2台)锅炉引风机排列第10位,占总等效停运小时的3.17%,平均每台损失电量为35052MW·h。1991年和1992年统计的数据与此类似。由这些统计数据可见,我国大容量电站风机故障所造成的电量损失是很大的。通过对这些风机故障的分析研究表明,其中50%以上都是由于风机的磨损而造成的。
?磨损机理
?磨损现象包含着许多复杂因素,它往往是多重机理综合作用的结果。尘粒进入叶轮后与壁面相互作用,在离心流道的进口区域和整个轴向流道内,尘粒基本上是在气流的夹带及自身惯性的综合作用下,以非零攻角在碰撞壁面,然后又反弹进入流道内,这样引起的壁面材料磨损是典型的冲蚀磨损。而在离心流道的出口区域内,尘粒在流道内运动了较长的一段距离,大部分和壁面发生过多次碰撞,基本上沿着压力表面滑动或滚动,并对着壁面有一定的压力作用,这样造成的背面材料的磨损属于擦伤式尘粒磨损,尘粒在压力面附近区域的集中更加剧了尘粒磨损的危害程度。?
凸凹不平的接触表面,因相对运动下的锉削效应或界面间分散的固体颗粒的研磨作用所导致的磨损。它对叶轮磨损的程度影响最大。在风机中固体颗粒以一定的速度与零件表面作相对运动就会引起磨粒磨损。?
研究表明,在其它条件相同时,即使提高加工表面的加工精度等级和洁净度,使彼此贴合更好,但其磨损并不降低,反而因界面贴近,分子吸附作用显著,加重了界面的磨损,称此为吸附磨损。
防磨措施
针对不同的磨损形式,可以将防磨措施分为以下几种。
对叶片表面进行处理,玻璃钢屋顶风机?
对叶片表面可以进行渗碳、等离子堆焊、喷涂硬质合金、粘贴陶瓷片处理。这些方法的共同优点是增加了叶片表面的硬度,从而在一定程度上提高了叶片的耐磨性,但各种方法均存在各自的缺点。渗碳工艺难度大,实际渗碳时,渗碳层的部位和厚度要由叶片厚度和磨损情况以及渗碳工艺决定;堆焊时叶片变形大,而且反复焊接会导致叶面产生裂缝,易产生事故;喷涂时涂层的厚度很难确定好;粘贴陶瓷片的效果比较好,但价格高。?
表面喷涂耐磨涂层?
这种方法操作简单,成本低,但涂层磨损快,一次大约使用3~5个月。?
改进叶片结构?
共有将叶片工作面加工成锯齿状、变中空叶片为实心叶片、叶片加焊防磨块等方法,这些都可以在一定程度上降低叶轮的磨损。?
前置防磨叶栅?
在最易磨损处安装防磨叶栅后,可以阻止粒子向后盘及叶根处流动,从而将粒子的集中磨损转化为均匀磨损,提高了叶轮的耐磨性,延长了风机的使用寿命。?
改善气动设计?
合理选用风机进风口形状,设计时应保证叶轮最小入口相对速度,尽量降低通风机的转数,选择适当的叶轮流道形状,使叶片进口到出口的弧度的曲率半径由小渐大,这样能减少固体颗粒与叶片的撞击机会。
使用高效除尘装置?
使风机在净化的气流中,以降低磨损。??
虽然目前风机防磨方法很多,但大多数是局部的和被动的,一种既经济又切实可行的防磨方法亟待提出。从气动设计的角度出发,通过改变粒子轨迹,从根本上降低磨损是风机防磨措施的发展方向。?
日前,上海电气集团与华能集团公司在北京签订了150台2MW、共计30万千瓦的风电机组采购框架协议。这是国内最大发电企业与国内优秀风电设备制造企业之间的强强合作,对促进我国新兴战略性能源发展、提升风电装备制造业水平具有重要意义。根据协议,上海电气集团风电公司将为华能集团在蒙西地区的风电项目提供150台2MW风电机组。至此,风电公司迄今已累计承接2MW风电机组订单600台,制造完成100多台,安装完成80台,形成了耐低温、抗台风、防盐雾产品系列。
磨粉机主要应用于冶金、建材、化工、矿山等领域内矿产品物料的粉磨加工,随着工业的发展,对原料的要求也越来越高,球磨机在某些情况下已经不能满足需求,因此,磨粉机的市场会越来越广阔。本文主要介绍磨粉机的日常使用过程中需要注意的事项,保证机器的稳定运行,避免给企业造成损失。
1、磨粉机的传动部分主要用滚动轴承,因此必须在良好的润滑条件下运行,否则会损坏轴承,缩短使用寿命。
保养方法如下:主轴加油时间每班一次,但必须注意,发现油杯内的油没有损耗或损耗太慢时,应立即清洗油道,再加50#机械油,油杯位置在主轴上端,主轴底座轴承、磨辊轴轴承每一班用黄油枪加注3#锂基润滑脂一次,分析器轴承每六个月拆开清洗一次,加足3#锂基润滑脂,风机轴承室加锂基润滑脂。
2、严禁金属块进入机内,否则会损坏磨辊及磨环,甚至中心吊架等。
3、加料应均匀,不可忽多忽少。加料过多会将风道堵死,降低产量,易烧坏电机,加料过少也会养活产量。进料粒度:硬料在直径小于15毫米时为宜,软料直径可为20毫米,严禁大块物料加入机内,湿帘风机。
4、风量调节,位于风机进气管上的风量控制阀,一般开到最大位置,根据细度、产量要求适当调整。位于废气出口排气管上的调节阀,调到进料口处无粉尘喷出即可。风量小、细度高。但应注意,风量过小,主机下方的风道内易沉淀物料,请适当调整。
5、细度调节,根据物料的大小、软硬、含水量、比重不同,加工的粗细度也不同,可调节上方的分析器,转速高、细度高,转速低、细度低。提高细度,产量会相应降低,如果还达不到要求时应调试风机转速,用户可灵活掌握。
6、磨辊磨环的报废极限,剩余最小壁厚不得小于10mm。
7、停车时,先停止进料,主机仍继续盍,使残留的磨料继续进行碾磨,约一分钟后,可关闭主机电动机和分析器电机,停止碾磨工作,其后再停止风机电动机,以便吹净残留的粉末
以上几点是郑州鑫海机械根据磨粉机用户反馈信息,总结得来,在实际生产过程中会出现不同的问题,建议用户向厂家或者专业的技术人员咨询。
锋速达负压风机-大北农集团巨农种猪示范基地风机设备水帘设备供应商!台湾九龙湾负压风机配件供应商! 主要产品猪舍通风降温,猪棚通风降温,猪场通风降温,猪舍风机,养殖地沟风机,猪舍地沟风机,猪舍多少台风机,厂房多少台风机,车间多少台风机,猪舍什么风机好,厂房什么风机好,车间什么风机好,多少平方水帘,多大的风机,哪个型号的风机 相关的主题文章:
推荐案例