

锋速达通风降温系统
电 话:0579-81328720>
传 真:0579-81328720
联系人
售前咨询:13388660553
技术指导:18858318765
售后服务:15068216608
地址:上海 金华 嘉兴 襄阳
车间房顶通风设备_变频器在风机产品试车台上的应用罗茨风机为何
2000年5月8日收到沈阳市021变频器在风机产品试车台上的应用齐振邦沈阳鼓风机厂介绍了用变频器取代液力耦合器和传动皮带做风机出厂试验的实践。提出了用一套变频装置满足不同额定转速的风机试车要求的措施。探讨了试车时电动机温升特点及原因,提出用加大电动机机座号的办法,综合解决高次谐波和超速运转对电动机的影响。
1996年,我国风机行业第一套采用变频器调速的风机产品试车装置,在我厂投入运行。经过4年运行证明,这套变频调速装置完全适合风机叶片拉力试验和机械运转试验和超速试验,满足测试精度需要,极大地提高了劳动生产率。
一、课题的提出我厂引进丹麦的轴流通风机,出厂前需做叶片拉力试验、机械运转试验。原有试车工艺是:叶片拉力试验和机械运转试验用液力耦合器调速,超速试验用皮带传动。液力耦合器和传动皮带安装、调试和拆卸花费大量工时。液力耦合器转速不稳定和转速漂移,给测试造成很大困难。为此,提出改进试车工艺,稳定转速及降低工时的课题。
二、方案选择这里论证了4种解决方案。
1.机械变速方案。在风机与电动机之间加装变速箱,不同额定转速的风机,配置不同的齿轮对。此方案虽能解决稳定转速的问题,但齿轮对种类多,造价高,更换齿轮对需要花费大量工时。因而,此方案被否定。
2.电动机串级调速方案。串调装置只能从额定转速向低速调节,不能超过额定转速,超速试验仍需加装齿轮变速箱,不仅造价高,工时也没有省下来。因而,此方案也被否定。
3.绕线式电动机串电阻调速方案。此方案虽然可以利用现有电机,但在调速方面存在与串级调速同样的缺点,并且,在电阻上消耗大量能量,效率低。因而,此方案也被否定。
4.变频器调速方案。只需将风机与电动机直接联接,即可进行各种试验,缩短了试车准备工时,变频器采用数字控制,使风机稳定在所需的任何转速,其频率分辨率,用操作盘输入时为0. 1Hz,用计算机接口输入时为0. 01Hz其频率精度,对最高输出频率为±0. 5 ,完全能满足产品出厂试验的要求。
经过反复比较,最终确定用变频器调速方案。
变频器选用控制的通用变频器,与采用转矩矢量控制和近年推出的直接转矩控制的新型变频器相比,虽然转矩控制精度和响应速度稍差,但完全能满足风机出厂试验的各种要求,并具有结构变频器在风机产品试车台上的应用简单、价格便宜的优势。
三、变频调速时电动机转矩特性按照我国电网频率标准,将变频器弱磁点设定在频率50Hz.变频器输出频率50Hz及以下时,采用V /F=常数的控制方式,电动机磁通不变,输出转矩呈恒转矩特性,输出功率与转速成比例下降。
变频器输出频率50Hz以上时,采用电压U=常数的控制方式,电动机磁通随频率F增加而减少,呈弱磁状态,输出转矩呈恒功率特性。
叶片拉力试验时,风机在30至50额定转速下运行,转矩按与转速二次方成比例下降,轴功率按与转速三次方成比例下降。显然,电动机的转矩和功率完全能满足风机的需要。
机械运转试验时,风机在额定转速下运行。变频器输出频率50Hz,电动机相当于在工频50Hz电源下运行,可以输出额定转矩和功率。
超速试验时,风机在额定转速下运行,轴功率按与转速三次方成比例上升。若轴功率不超过电动机额定功率,可以直接做超速运转若轴功率超过电动机额定功率,须将转子密封,确保电动机不超载。
以上分析表明,变频调速时电动机的转矩特性,完全可以满足风机各项试验的要求。
四、用一套变频装置满足不同额定转速的风机试验要求的措施变频器输出频率在50Hz及以下时,电动机的转矩呈恒转矩特性,功率与转速成比例下降。这种特性用于生产过程中,控制一台风机调速运行是非常适宜的。但在风机制造厂,各种不同转速的风机都需要试验,功率相同的风机,额定转速越低,需要的转矩越大。变频试验装置,若按满足高转速风机试验要求配置电动机,则低速运行时,输出功率与转速成比例下降,无法满足其他低速风机试验要求若按满足低转速风机试验要求配置电动机,则其他高转速风机试验时,电动机将超转速运行,安全无保障。
从经济角度出发,不可能一种转速的风机配一套变频试验装置。怎样用一套变频装置满足不同额定转速的风机试验要求,找不到可供借鉴的文献,需要研究解决。
某电气传动研究所提出的解决方案是:用一台1600kW变频器,配一台1500kW标准电动机,某钢铁设计研究总院与某特种电机厂联合提出的解决方案是:用一台500kW专用变频器,配一台500kW恒功率电动机,保证在各种试验转速下,有近似恒功率输出。
这两种方案都因价格太高和技术不成熟而被否定。
经反复研究,换气负压风机,笔者提出用一台280kW通用变频器,配置4台功率与变频器功率基本相同,但极数不同的鼠笼型电动机的方案。
这4台电动机不同时运行。试车装配时,根据风机额定转速,选择对应极数的电动机,与风机直接联接。变频器输出频率50Hz时,各台电动机都能在额定转速下运行,允许输出额定功率,满足风机机械运转试验。变频器输出频率15至25Hz时,各台电动机都能在30至50的额定转速下运行,允许输出30至50的额定功率,满足叶片拉力试验。变频器输出频率55Hz时,各台电动机都能在的额定转速下运行,只要控制风机负载不超过电动机额定功率,即可满足超速试验。
五、电动机额定功率的确定变频器的型号为V FA34280KP,其使用说明书给出的适用电动机功率为280kW.考虑到一般通用变频器是按满足标准4极电动机的电流和各参数制造的,电动机随着极数增多,功率因数和效率降低,电流增大。因此,不能简单地按变频器使用说明书给出的适用电动机功率来确定电动机额定功率。
另外,变频器使用说明书给出额定的电流是这只是流过变频器输出端子的基波方均根电流,实际输出电流含有高次谐波电流,造成电动机电流增加。与利用电网电源直接驱动相比,即使是对同一负载和同一频率,电动机电流也将增加5至10 ,电动机温升也高于利用电网电源直接驱动的场合综合考虑这两种因素的影响,又要充分利用变频器的容量,最终确定这4台电动机的功率是:六、试车电动机温升特点及原因变频器使用说明书指出:通用电机运转时,在□节能低速下,因冷却效果下降,其转矩有必要降低。当要求在低速下仍要恒转矩运转时,可使用变频器专用电动机 V F电动机。
风机的机械特性不是恒转矩特性,出厂试验既有低速运转,又有超速运转,其电动机的冷却效果及温升有何特点,需要采取什么对策,也必须研究解决。
电动机温升与转速的关系,文献〔2〕指出:当电动机损耗不变时,温升与转速的0. 4至0. 5次方成反比。
叶片拉力试验时,风机在低速下运行,转矩呈平方减转矩特性,功率与转速的三次方成比例下降。显然,电动机的转矩和温升都不存在问题。
超速试验时,风机在高速下运行,轴功率急剧上升。但由于采取措施控制轴功率不超过电动机额定功率,电动机的冷却风量又随转速升高而增加,电动机的温升也不存在问题。
机械运转试验时,风机在额定转速下运行,电动机的冷却风量不变。但由于变频器输出波形中含有高次谐波,谐波电压和谐波电流将导致电动机铁损和铜损增加,温升升高。统计规律表明,电动机在额定运转状态下(电动机的电压、频率与输出功率均为额定值) ,用变频器供电与电网供电相比较,电动机电流增加10 ,而温升增加20电动机的温升直接影响寿命,温升问题必须解决。
七、加大机座号,解决高次谐波和超速运转对电动机的影响高次谐波除造成电动机温升升高外,谐波电流还会改变电磁转矩,产生振动力矩,使电动机发生周期性的转速变动,振动增大,噪声变大。
另外,超速试验时,电动机在额定转速下带风机转子运行,其轴承、风扇、端环和转子等机械零件能否确保安全,也需要认定。
经与电机制造厂协商,确定用加大电动机机座号的办法,解决高次谐波和超速运转对电动机的影响。具体措施如下:1.降低电流密度,减少发热2.绝缘等级提高到E级,提高允许温升3.调整电磁参数,减少振动和噪声4.校验电机零部件的刚性及其他参数,减少振动并确保超速运转安全。
电动机加大机座号后,价格比标准电机略有提高,但仍比专用的变频电机低很多。
八、操作方式、频率设定及监控考虑现场操作简易、方便,采用速度选择开关操作和操作盘上操作两种方式。
正常试车时,只需将选择开关转至对应位置,即可选定运行速度,并控制电动机的启动或停止。
通过变频器内部编程,共设置成7段速度,并按频频率f和电动机极数P的关系,可按n= 120f /P算出。这7段速度已能满足正常试验的各种需要。
必要时,可改用操作盘操作,将频率高定成其他值,并用运行键或停止键控制电动机启动或停止。或者在运行中,在操作盘上将运行频率随时调节到任意值。
利用操作盘显示器监控输出频率,也可以利用自由单位功能,将输出频率显示变更为转速显示。
九、运行实践通过4年考核,在风机产品试车台上,用变频器取代液力耦合器和皮带调速,彩钢瓦车间高温处理设备,完全达到了预期目标。转速稳定、无漂移,振动不超差,试车工时减少至原来的1 /5至1 /10.这套试车系统投运至今,未出现任何故障或异常。
由于变频试车系统在生产中取得巨大的效益,为扩大应用范围,又利用这套变频装置,新增一台2极280kW电动机,新建一个超速试车台。
目前,设计、订货已完成,正在实施中。
十、补充说明变频试车装置不仅可以用于通风机、鼓风机试验,也可以用于压缩机机械运转试验不仅可以用于产品试验,也可以用于模型试验,更可以用于生产流程。当转速控制需要更精确时,可选用近年推出的新型高性能变频器,其频率分辨率为0.
静态转速精度,无编码器时为±0. 1 ,有编码器时为±0. 01 转矩阶跃响应小于5ms.
1原魁,刘伟强。变频器基础及应用。冶金工业出版社, 1997.
2满永奎等。通用变频器及其应用。机械工业出版社, 1995.
变频器在风机产品试车台上的应用
目前,在立窑使用方面,多用罗茨风机解决通风问题。但伴随着环保要求越来越高,立窑的适应性要求也不断加强,现有的罗茨风机越来越难达到立窑生产要求。
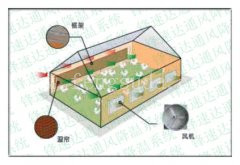
通常,在立窑煅烧过程中,对猪舍通风设备有三方面要求:
一是要有足够的压力,即在窑内阻力变化时,特别是发生堵塞时,需要强制吹风,即要有足够的压力值;
二是要有?足够的风量,以保证供氧充足,实现完垒燃?烧;
三是在满足供风的前提下尽可能节电。?罗茨风机为定容式,压力高,可满足立窑供风的需要。在一定转速下,水帘厂家,鼓风压力随风阻变化。当窑况变化风阻增大时,风机压?力随之增大,总的保持进风量不变。因为鼓风量基本上不随风压变化而波动,见图1。?因此,多年来罗茨风机是唯一可供选择的立?窑供风设备。
但随着能源的日趋紧张和技术的不断进步,罗茨风机暴露出的问题盘加突出,主要表现在如下几方面:
(1)能耗高噪声大罗茨风机效率低(一般为50%),能耗?高;为了满足立窑恶劣工况需要,往往风机?规格选得很大,甚至高出正常窑况压力的?1.5?倍以上,相应电机也选得大,这不仅增大了投资,且电机长期在低功率因数下运?转,增加了电耗;而多余风量大多采用放风?排空,这也增大了电耗和噪声。
(2)机械故障多。由于生产的需要,立窑用风机要长期连?续运转,输送的气体又含有一定的粉尘,且?受振动和温度的影响,罗茨风机常见机械故障如下:
a.定位齿轮烧坏?现在大部分用户使用的罗茨风机是采用油泵供油。在运转中,当油泵出现故障,供?油量不足或根本不供油时,如果不及时发?现,很快就会将齿轮烧坏。
b.定位齿轮磨损?风机由于长时间运转造成定位齿轮磨?损,磨损后,不但噪声增大,而且影响风机?的风量和风压,进而影响窑的正常生产。
c.轴颈的磨损?轴颈磨损后,叶轮不能正常运转而发生?相互撞击,造成风机不能使用。
(3)罗茨风机制造加工技术要求高,?结构复杂,维修困难,成本和维修费用高。
标签: 立窑生产, 罗茨风机, 风机网本文链接: 罗茨风机为何会在立窑生产中逐渐“退场”
上一篇: 高压离心风机的叶轮和叶片强度为何难以精确计算 下一篇: 空气污染原因和防护要点 发表评论 取消回复
锋速达负压风机-大北农集团巨农种猪示范基地风机设备水帘设备供应商!台湾九龙湾负压风机配件供应商! 主要产品猪舍通风降温,猪棚通风降温,猪场通风降温,猪舍风机,养殖地沟风机,猪舍地沟风机,猪舍多少台风机,厂房多少台风机,车间多少台风机,猪舍什么风机好,厂房什么风机好,车间什么风机好,多少平方水帘,多大的风机,哪个型号的风机 相关的主题文章: